039.79.49.06
Questo sito utilizza cookie, anche di terze parti, per migliorare la tua esperienza e offrire servizi in linea con le tue preferenze. Chiudendo questo banner, scorrendo questa pagina o cliccando qualunque suo elemento acconsenti all'uso dei cookie.

Migliora la qualità e la velocità di produzione degli elementi di fissaggio meccanici come viti, dadi e bulloni grazie ai sistemi di riscaldamento a induzione



Guida riscaldamento a induzione per la produzione di viteria
Stampaggio della testa
Il riscaldamento ad induzione è utilizzato per preriscaldare riscaldare viti e bulloni prima della forgiatura della testa. Il riscaldo è estremamente rapido e omogeneo offre grandi vantaggi nella qualità dei prodotti finiti uniti a volumi di produzione alti, regolari e costanti.
Rullatura filetti
Nei processi di filettatura, la rullatura caldo ha guadagnato sempre più popolarità grazie alla qualità del filetto ottenuto. I riscaldamento a induzione può essere posto in linea prima della testa a rullare per preriscaldare i fasteners a temperature comprese tra i 300 e i 650°C e ha dimostrato di essere un metodo di riscaldamento rapido, costante efficiente.
Rivestimento dei filetti
Il riscaldamento a induzione è ideale per la solidificazione del sigillante liquido o in polvere utilizzato per il rivestimento del filetto. Grazie ai moderni riscaldatori a induzione è possibile ottimizzare il processo garantendo solidificazioni di qualità unità a velocità, precisione e controllo.
Con il riscaldamento a induzione, ogni pezzo viene riscaldato velocemente, in modo efficiente e con la massima ripetibilità del processo. Le caratteristiche ed i vantaggi del riscaldamento ad induzione sono:




|
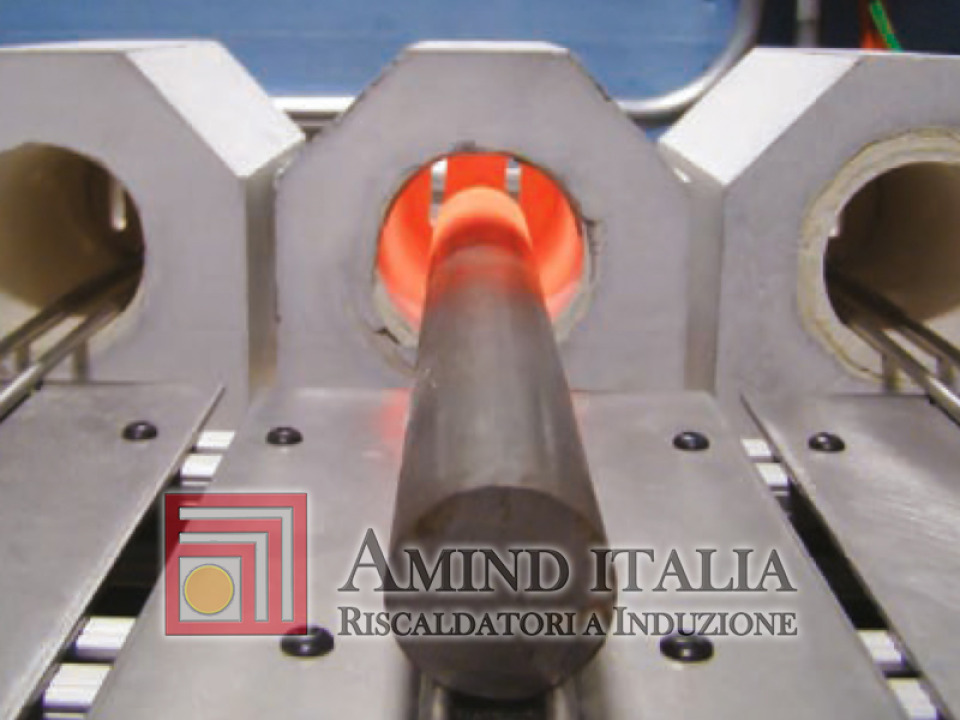
Preriscaldo di barre di acciaio per lo stampaggio di fasteners Riscaldare barre di acciaio a 1150°C in un tempo massimo di 25 secondi per lo stampaggio di viti di grosso diametro. |
Vedi scheda |

|
Ricottura di barre filettate Ricuocere una barra filettata di acciaio inossidabile a 1000°C |
Vedi scheda |

|
Ricottura di un dado di serraggio Ricuocere un dado in lega Waspalloy a 1175°C |
Vedi scheda |

|
Stampaggio della testa di viti in acciaio inox e titanio Riscaldare in continuo un filo metallico di acciaio inow e titanio per un processo di stampaggio della testa di viti |
Vedi scheda |

|
Stampaggio della testa di barre di acciaio Riscaldare barre di acciaio a 1050 °C prima dello stampaggio della testa |
Vedi scheda |

|
Riscaldo di fili prima dello stampaggio della testa Riscaldare 12 fili contemporaneamete a 730°C per la forgiatura della testa |
Vedi scheda |







{kind=link}
{kind=link}